


Производители
Производители
1С
Acronis
Adobe
Autodesk
Avira
Aladdin
AVAST
AVG Technologies
BitDefender
Corel
Dr. Web
Entensys
ESET
Kaspersky Lab
Kerio
Microsoft
McAfee
Nero
National Instruments
Oracle
Promt
Panda Security
Radmin
Sony
Symantec
TheBat
Trend Micro
Доктор Веб
Информатик
Лаборатория Касперского
Навигационные Системы
PROMT
Все производители
Категории
Антивирусы
Безопасность
Защита информации
Графика и дизайн
Деловые программы
Диски и файлы
Интернет и сеть
Карты, навигация
Мультимедиа
Программирование
Продукты САПР
Работа с текстом
Системные программы
Строительные сметы
Медицинские программы
ADEM CAM - создание управляющих программ для станков
Цена на ADEM CAM - создание управляющих программ для станков
Для получения Комерческого предложения на ADEM CAM - создание управляющих программ для станков пришлите запрос на info@datasystem.ru
Плоское фрезерование 2x-2.5x
Ввод данных для любого вида обработки может производиться с использованием плоских контуров, ребер и граней объемной модели и их комбинаций.
Модуль плоского фрезерования позволяет использовать множество стратегий обработки. Конструктивный элемент может содержать произвольное число внутренних островов различной высоты и сквозных отверстий на дне. Дно конструктивного элемента может быть задано поверхностями, которые учитываются в процессе обработки.
Реализованы функция оптимизации подачи по толщине стружки и возможность построения гладких траекторий, необходимых для высокоскоростной обработки, а также автоматический учет поверхностей заготовки.
Имеется уникальная возможность обработки элементов, имеющих произвольный профиль стенки. Профиль может быть определен углом наклона, задан отдельным контуром или формироваться автоматически по двум контурам. В процессе обработки можно контролировать качество поверхности, определив максимальную высоту оставляемого гребешка.
Реализован контроль коллизий между инструментом и деталью, в первую очередь при выполнении операций врезания и подходах/отходах к контуру. Автоматическое выделение и доработка зон недоступности.
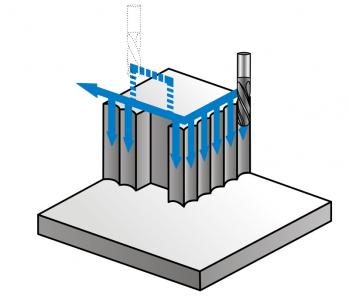
Объемное фрезерование 3x-5x
Управляющие программы создаются на основе как объемной, так и распределённой (2D-3D) модели изделия.
Система поддерживает различные стратегии черновой, получистовой и чистовой обработки: зигзаг с произвольным углом, контурный зигзаг, спираль, обработка по UV-линиям и др.
Можно задавать необходимое качество обработки параметрами высота гребешка и/или глубина резания; при совместном использовании этих параметров система выбирает для следующего прохода наиболее рациональный.
Имеется возможность изменять точность аппроксимации и заменять линейные перемещения дугами. Выполняется автоматическое «восстановление» поверхностей в местах их разрыва в процессе обработки. Для ограничения зоны обработки, например, для выделения элементов детали, близких к вертикали или горизонтали, можно использовать специальный вид обработки “в диапазоне углов”. Подходы и отходы к поверхности могут быть выполнены по разным схемам. Контроль положения инструмента с помощью управляющих кривых и поверхностей. Обработка боковой стенкой фрезы. Реализован контроль коллизий с автоматической коррекцией положения инструмента.
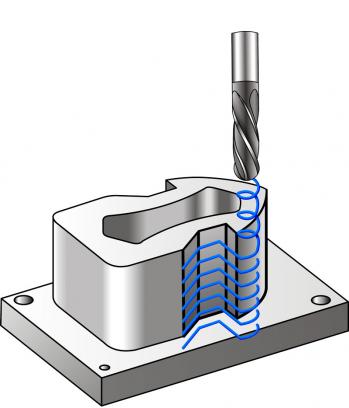
Квазиобъемное фрезерование (Z-level)
С помощью данного метода можно выполнять черновую и чистовую обработку объемных моделей на 2.5 координатных станках, управляя количеством проходов на каждом уровне. Качество поверхности регулируется числом проходов по координате Z или максимальной высотой оставляемого гребешка. Как и в объемной обработке, наряду с обрабатываемыми поверхностями, можно определять чековые поверхности, обработка которых запрещена, а также определять ограничивающие контуры.
На каждом проходе могут быть заданы условия подхода/отхода к обрабатываемому объекту. Пользователи могут регулировать направление обработки снизу или сверху. Поддерживаются опции высокоскоростной обработки, а также обработка «теневых» зон различными типами фрез.
Фрезерование недоступных зон и карандашная обработка
Во время расчета траектории движения инструмента система автоматически выделяет недоступные зоны. Доработку оставшегося материала можно выполнять инструментом меньшего диаметра, используя ту или иную стратегию обработки.
Если в обработке используются прижимы, то зоны недоступности, имеющие общие точки с прижимами, исключаются из списка зон, подлежащих обработке.
Карандашная обработка заключается в автоматическом обнаружении и обработке внутренних скруглений, радиус которых совпадает с радиусом заточки режущего инструмента. Метод реализован в системе таким образом, чтобы обеспечить обработку постоянных и переменных скруглений. Для улучшения качества поверхности можно задавать требуемое количество проходов.
Плунжерная обработка
Высокоэффективный способ черновой обработки и подбора недоступных зон. Доступны различные схемы выборки, автоматический контроль поверхности дна. Реализован режим многокоординатной плунжерной обработки.
Зонная и комбинированная обработка
Для определения параметров данного вида обработки могут использоваться плоская и объемная модели. В первом случае формируется список зон обработки с описанием их взаимного пространственного положения, точки начала цикла, соответствия осей и др.
Второй метод предполагает использование объемной модели и допускает совместное использование 2.5 и 3-х координатной обработки. Такой вид обработки в системе называется комбинированным. Пространственное расположение зон обработки определяется автоматически и передается в постпроцессор для формирования команд поворота.
Токарная обработка
Реализован полный учет заготовки на любом из этапов обработки. Имеется возможность создания библиотеки фасонного инструмента и приспособлений любой сложности.
Поддерживаются различные направления обработки, схемы врезания, подхода и отхода к обрабатываемому контуру. Система позволяет рассчитывать траекторию, учитывая геометрию заготовки, режущей пластинки, резцедержателя, патрона и различных приспособлений при полном контроле коллизий между элементами станка и деталью.Реализовано множество стратегий обработки: предварительная (черновая и чистовая) , прорезная (черновая и чистовая), смещенная, контурная и др.
Поддерживается возможность работы с многошпиндельными, многоканальными станками. Реализован режим совмещения в одной операции токарных и фрезерных переходов. Возможности токарного процессора в части нарезания токарных резьб, кроме прочего позволяют программировать обработку на токарных станках резьб произвольного профиля, частным случаем обработки является - обработка шнеков на токарном оборудовании.
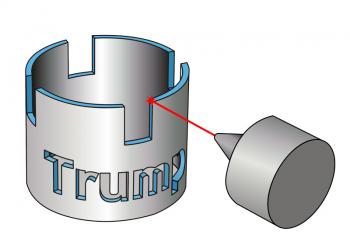
Электроэрозионная 2x-4x
Модуль позволяет управлять электроэрозионными станками и станками водяной, газовой и лазерной резки. Имеется возможность 4-х координатной обработки. Формирование траектории может быть выполнено разными способами: углами отклонения проволоки (вдоль вектора движения), единичными векторами, определяющими положение проволоки, двумя контурами.
Реализовано автоматическое распознавание параметров отверстий и создание траектории их обработки вне зависимости от их расположения на детали.
Листоштамповка
Модуль предназначен для проектирования управляющих программ для прессов с ЧПУ. Имеется возможность обрабатывать различные элементы конструкции, используя как одиночные циклы вырубки, вырубки с нахлестом, так и режим вибровысечки. Для обработки однотипных областей можно задействовать механизм станочных подпрограмм.
Создание постпроцессоров
Генератор постпроцессоров ADEM GPP предназначен для разработки и изменения пользователем параметров оборудования с ЧПУ при формировании управляющей программы (УП).
Библиотека стандартной поставки системы насчитывает около трех сотен готовых решений. Кроме того, возможно самостоятельное создание постпроцессора на любой тип оборудования с ЧПУ.
Моделирование обработки
Моделирование обработки на оборудовании с ЧПУ в системе ADEM моджет выполняться в нескольких режимах, в зависимости от сложности спроектированной обработки.
Для моделирования токарной обработки чаще всего бывает достаточно средст плоского моделирования обработки с прорисовкой контура инстурмента и обрабатываемой заготовки. При моделировании фрезерной (в т.ч. и многокоординатной) обработки может использоваться как моделирование движения инструмента вдоль рассчитанной траектории, так и моделирование со снятием материала.
Моделирование обработки со снятием материала может осуществляться как с подключением сторонних симуляторов обработки (IMSVerify, NC-Manager), так и с использованием встроенного собственного симулятора ADEM.
Встроенный симулятор обработки ADEM предназначенный для динамической визуализации обработки изделия со снятием материала. Моделирование может производиться в различнх режимах: с отображением заготовки, детали, инструмента, оснастки, элементов обордуования и т.д.. Результаты моделирования могут быть использованы для сравнения результатов обработки с конструкторской моделью. Сохранение промежуточных результатов моделирования обработки в формате stl, позволяет осуществлять моделирование всего маршрута обработки деталей на оборудовании с ЧПУ, за несколько Программных операций.
Средства моделирования позволяют с достаточной степенью точности производить симуляцию обработки на различных видах оборудования (в т.ч. токарные и фрезерные станки, автоматы продольного точения, многошпиндельное оборудование и пр.) с моделированием движения рабочих органов станка и контролем столкновений подвижных частей станка с обрабатываемой деталью и оснасткой.
 Отправить запрос
Отправить запрос Перезвоните мне!
Перезвоните мне! Ваши выгоды
Ваши выгодыПредлагаем Вам купить модуль ADEM CAM для ПО Адем в компании Датасистем, которая является официальным партнером ADEM. Всем заказчикам бесплатная консультация по модулям АДЕМ КАМ. Рекомендуем вам купить программу АДЕМ CAM в интернет-магазине Soft.Datasystem.ru, в таком случае вам предоставляется бесплатная доставка электронных лицензий АДЕМ КАМ, а также сопроводительной документации по почте во все города России.
Привилегии для вас
- Гарантия качества. Датасистем - официальный партнер ADEM в России
- Выгодные спец.условия для клиентов. Бесплатные профессиональные консультации. Бонусная программа, акции и скидки. Бесплатная доставка. Техподдержка 24/7.
- Договор и документация при каждом заказе
- Доставка бесплатно по всей России.
- Офис в Москве. Вы сможете выгодно купить ADEM CAM в Датасистем и сэкономить на бесплатной доставке.

